|
⏱ 18 min read
|
🌎 Ever Power · UK Distribution
|
🌟 Senior Application Engineer · 18+ Years
 Construction site elevators — referred to across the UK industry as builder’s hoists or construction hoists — represent one of the most demanding applications for mechanical drive components. Every shift, these machines lift loads exceeding 500 kg vertically at heights between 30 and 200 metres, cycling hundreds of times a day under weather conditions that range from Scottish highland frost to the dusty heat of a London summer construction site. At the mechanical heart of each hoist, the lifting chain must absorb shock loads, resist corrosion, maintain precise pitch geometry, and stay dimensionally stable across years of continuous service. This is exactly where leaf chain — also called plate link chain or BL-series chain — has established its dominance.
Construction site elevators — referred to across the UK industry as builder’s hoists or construction hoists — represent one of the most demanding applications for mechanical drive components. Every shift, these machines lift loads exceeding 500 kg vertically at heights between 30 and 200 metres, cycling hundreds of times a day under weather conditions that range from Scottish highland frost to the dusty heat of a London summer construction site. At the mechanical heart of each hoist, the lifting chain must absorb shock loads, resist corrosion, maintain precise pitch geometry, and stay dimensionally stable across years of continuous service. This is exactly where leaf chain — also called plate link chain or BL-series chain — has established its dominance.
Over the past eighteen years working directly with plant managers, crane hire firms, construction groups, and OEM hoist manufacturers from Birmingham to Bristol, I have seen leaf chain specified in virtually every serious vertical transport application where reliability is non-negotiable. The reason is not simply tradition — it is rooted in physics, metallurgy, and the practical demands of a building site. This article walks through the engineering case for leaf chain in construction elevators, the technical parameters procurement teams should understand, the real-world cost implications, and what responsible UK-based buyers should look for when sourcing.
In the UK, builder’s hoists operate under BS EN 12159 and LOLER regulations. The chain must meet defined safety factors. Leaf chain — with its high tensile plate stack design — delivers that assurance with engineering traceability from bar stock to finished assembly.

What Is Leaf Chain and How Does It Differ from Other Chain Types?
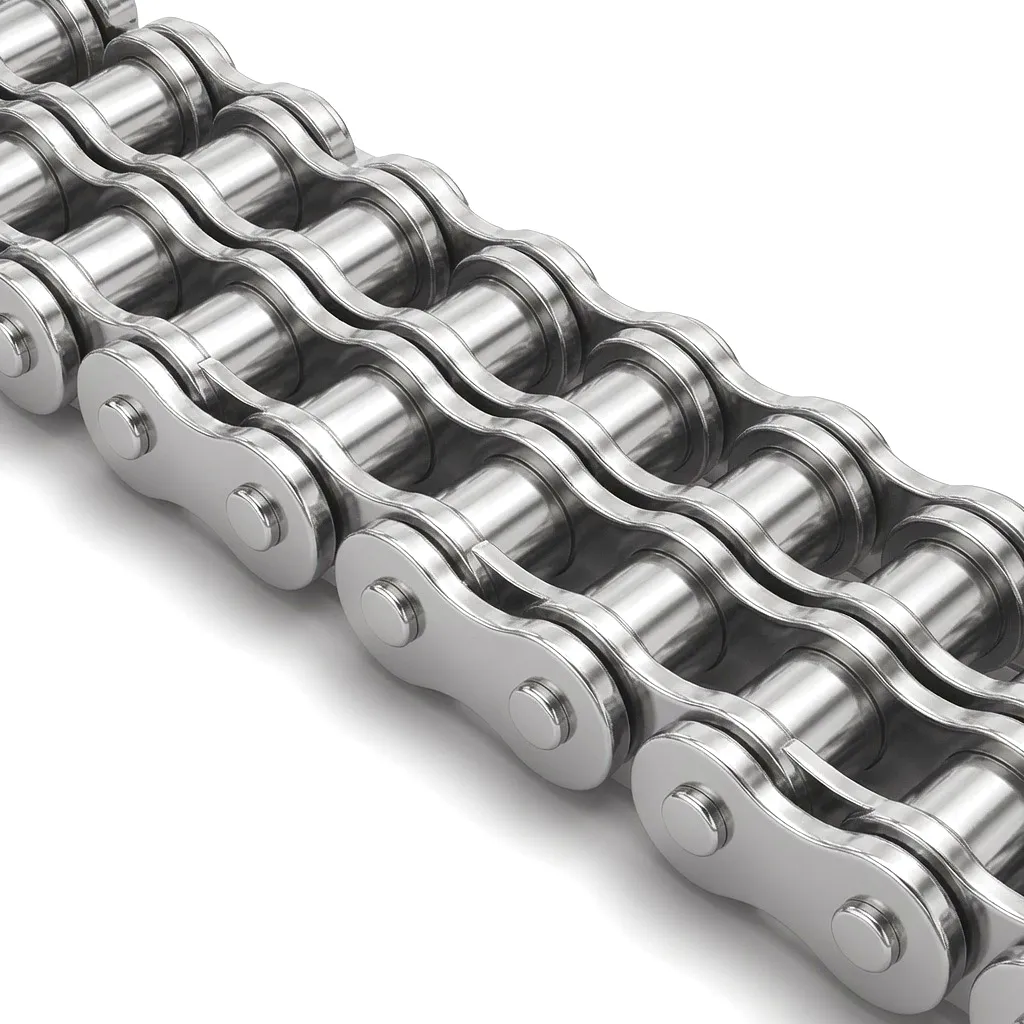
Leaf chain — formally defined under ISO 4347 and ANSI/ASME B29.8 — is a pin-and-plate assembly chain constructed exclusively from link plates, pins, and retaining components. Unlike roller chain, which incorporates rollers and bushings designed for sprocket engagement and power transmission, leaf chain is engineered purely for tension and guided linear movement. The plates are stacked in multiple parallel layers (the lacing), and higher lacing numbers translate directly to greater tensile capacity per unit pitch. A BL 823 chain, for instance, features eight plates on the inner link and two on the outer, dramatically increasing breaking load relative to a comparable pitch roller chain.
This structural philosophy makes leaf chain ideal for lift cylinder balancing and direct load suspension — roles where a standard transmission chain would rapidly fatigue under constant tensile stress cycling. In a construction hoist, the chain anchors to the car frame and wraps over guide sheaves, meaning it experiences millions of bend-and-straighten cycles over its service life. The wide plate cross-section distributes stress more evenly, reducing peak plate stress and extending fatigue life to a degree that genuinely matters when a machine runs two to three shifts a day on a busy UK construction project.
The steel used in premium leaf chain — typically medium carbon or alloy steel that has been case-hardened or through-hardened — undergoes rigorous heat treatment to achieve specific hardness profiles at pin and plate contact surfaces. This is not a component where cost-cutting on material yields any sensible long-term economy. A chain failure at height carries consequences far beyond the replacement cost of the chain itself.

Roller chain is designed for power transmission via sprocket teeth. Leaf chain is designed for tensile load suspension and linear guidance. Using the wrong type in a hoist application is an engineering error — not a cost-saving measure.
Leaf Chain Technical Performance Parameters
The table below outlines representative technical parameters for construction hoist leaf chain series commonly specified on UK building sites. Actual values vary by manufacturer and lacing configuration. Always request a full test certificate and traceability documentation from your supplier.
| Chain Series | Pitch (mm) | Lacing | Breaking Load (kN) | Pin Dia. (mm) | Weight (kg/m) | Typical Application |
|---|---|---|---|---|---|---|
| BL 623 | 19.05 | 6×2 | 88.5 | 7.92 | 1.28 | Light personnel hoists |
| BL 823 | 25.4 | 8×2 | 142.3 | 9.53 | 2.06 | Standard construction hoists |
| BL 1022 | 31.75 | 10×2 | 197.4 | 11.10 | 3.12 | Heavy goods hoists, twin-car |
| BL 1234 | 38.10 | 12×3 | 310.0 | 14.27 | 5.78 | Industrial hoists, crane counterbalance |
| BL 1646 | 50.80 | 16×4 | 620.0 | 19.05 | 10.60 | High-rise twin-car hoists |
All values are nominal. Consult your engineer and request certified test data for safety-critical applications.
Leaf Chain in Action: Construction Elevator Applications



Construction elevators operate across three fundamentally different duty cycles, each placing distinct demands on the leaf chain. The first is the continuous personnel hoist — a machine that shuttles workers up and down a building frame from the ground break through to fit-out, often running for 60 or more lifts per hour on a busy UK project. Here the chain priority is fatigue resistance, consistent pitch under repeated bending, and compatibility with the car guide system tolerances. Second, the heavy goods hoist — often an independent unit beside the personnel hoist — moves scaffold boards, concrete blocks, plasterboard sheets, and mechanical plant. Load variation is extreme, shock loading during crane-set lifts is common, and chain articulation must remain smooth despite contamination with cement dust and grit. Third, the twin-car or twin-mast configuration used on major UK regeneration projects and high-rise residential towers, where two independently driven cars run on the same mast structure. These systems demand the highest leaf chain grades, absolute pitch consistency, and maintenance schedules that cannot slip without consequence.
In each of these duty types, the leaf chain is not merely a lifting component — it is the safety-critical element against which all other design parameters are referenced. The elongation limit that triggers mandatory chain replacement (typically 2–3% of the original gauge length, measured per manufacturer specification and LOLER guidance) is the single most important maintenance datum on the entire machine. The quality of the original chain determines how quickly that limit is approached.
Why Ever Power Leaf Chain Outperforms in Construction Environments
High-grade 40Mn, 40Cr, or equivalent alloy steel with controlled heat treatment delivers hardness profiles that resist pin wear and plate fatigue simultaneously — a balance that generic carbon steel cannot achieve at the loads seen in construction hoists.
Pitch accuracy held to ±0.05% across a 10-link sample ensures that accumulated pitch error — the primary driver of guide sheave wear and car vibration — remains within the tolerances demanded by OEM hoist manufacturers and BS EN 12159.
UK construction sites are wet environments. Pre-lube treatment with penetrating chain oil during assembly, combined with optional Dacromet or zinc-nickel platings on plate surfaces, substantially extends chain life in the British climate — coastal sites and Scottish highlands especially.
Every batch manufactured at Ever Power carries material certifications, heat treatment records, dimensional inspection reports, and proof load test certificates. This documentation chain supports the LOLER examination process and demonstrates due diligence in the event of any HSE inquiry.
Replacement chains rarely ship in standard metre lengths and slot straight into a hoist. Ever Power provides pre-cut assemblies with forged or machined anchor pins, clevis ends, threaded rod connections, and other terminations matched to the OEM drawing — saving installation time and eliminating site fabrication risk.
Holding stock in the UK means replacement chains reach your site within 1–3 working days for standard series. When a machine is down, that speed of response translates directly into retained project programme — a value that procurement managers across England, Scotland, and Wales consistently cite as decisive.
Engineering the Correct Leaf Chain for Your Hoist
 Selecting the correct leaf chain begins with a clear definition of the working load limit (WLL) required by the hoist design and confirmed by structural calculation. British construction practice typically applies a minimum safety factor of 4:1 on breaking load against WLL, though many engineers and OEMs specify 5:1 or 6:1 where dynamic shock loading is expected — which in a construction site environment is almost always. From the WLL and safety factor, the minimum breaking load is determined, which immediately narrows the viable chain series.
Selecting the correct leaf chain begins with a clear definition of the working load limit (WLL) required by the hoist design and confirmed by structural calculation. British construction practice typically applies a minimum safety factor of 4:1 on breaking load against WLL, though many engineers and OEMs specify 5:1 or 6:1 where dynamic shock loading is expected — which in a construction site environment is almost always. From the WLL and safety factor, the minimum breaking load is determined, which immediately narrows the viable chain series.
Pitch selection then follows from the hoist’s sheave and anchor geometry. Existing machines have fixed sheave groove profiles and attachment hardware, so replacement chains must match the original OEM pitch exactly. Deviating from OEM pitch — even by a few tenths of a millimetre in accumulated error — introduces articulation stress concentrations that accelerate wear and invalidate the original machine certification. Where machinery records have been lost (not uncommon on older UK hire fleet equipment), reverse measurement from a known-good section of the outgoing chain establishes the correct replacement specification.
Lacing configuration is the third key variable. For a given pitch, increasing the number of link plates increases the breaking load without increasing the chain’s overall length envelope. On machines where space around the chain run is constrained — typical in enclosed mast-climbing hoists — a higher-laced chain at the correct pitch may allow the load rating to be met within the available clearance. This is precisely where an experienced application engineer adds value, interpreting the space envelope, load data, and maintenance accessibility together rather than treating them as separate problems.



Materials, Metallurgy and Manufacturing Principles
The mechanical performance of any leaf chain is fundamentally determined at the steel bar stock stage. Ever Power sources controlled-chemistry bar stock from certified mills, specifying carbon equivalent, manganese, chromium, and trace element tolerances that ensure consistent response to the subsequent heat treatment process. The difference between a chain plate cut from generic bright-drawn bar and one cut from verified-chemistry alloy stock is not visible to the naked eye — but it becomes very apparent in a fatigue testing rig, where plate life under pulsating tensile load can vary by a factor of three or more.
Plate blanking is performed on precision-ground tooling to maintain consistent hole pitch and plate-to-plate thickness uniformity across the entire production run. Pin turning produces a surface finish and diameter tolerance that ensures the press-fit interference in the pin link is achieved reliably — a loose pin in a construction hoist chain is a latent failure waiting to manifest under dynamic load. Heat treatment is controlled by time-temperature profiles calibrated to achieve the specified surface hardness while preserving the toughness of the core — the combination that resists both wear and impact fracture simultaneously.
Shot blasting prior to assembly removes heat treatment scale and introduces a controlled compressive residual stress at plate surfaces — a detail that measurably improves fatigue life under the reversed bending experienced in hoist sheave applications. The assembled chain then undergoes pre-stretching under controlled load to stabilise initial elongation and proof testing to verify that the assembly meets its rated breaking load. Only chains that pass this sequence receive release documentation.
Manufacturing Capability and Customisation
 Ever Power’s manufacturing facility is built around the principle that construction industry clients should not be constrained by catalogue limitations when the machine in front of them has a specific, documented requirement. The factory operates precision CNC turning centres, broaching machines for plate forming, automated assembly lines for standard series production, and dedicated custom assembly bays for non-catalogue specifications. This dual capability is what allows us to serve both the high-volume OEM market — where consistent catalogue chain must ship reliably every month — and the replacement and retrofit market, where a plant manager in Leeds or Glasgow needs a precisely specified assembly for a machine that may be ten years old and no longer in the current OEM catalogue.
Ever Power’s manufacturing facility is built around the principle that construction industry clients should not be constrained by catalogue limitations when the machine in front of them has a specific, documented requirement. The factory operates precision CNC turning centres, broaching machines for plate forming, automated assembly lines for standard series production, and dedicated custom assembly bays for non-catalogue specifications. This dual capability is what allows us to serve both the high-volume OEM market — where consistent catalogue chain must ship reliably every month — and the replacement and retrofit market, where a plant manager in Leeds or Glasgow needs a precisely specified assembly for a machine that may be ten years old and no longer in the current OEM catalogue.
Custom product services include non-standard pitch chains (produced against client drawing and independently verified against the specified breaking load), extended or reduced lacing configurations where the standard catalogue does not match the machine envelope, special pin end configurations including threaded ends, cross-drilled pins for cotter retention, and swaged or welded plate assemblies for specific anchor connections. Surface treatment options beyond standard pre-lube include hot-dip zinc, electroless nickel, ceramic-loaded polymer coatings, and specialised lubricant impregnation for sealed-for-life applications where regular re-lubrication is impractical.
For UK clients procuring for a fleet of construction hoists — whether owned outright or operated under a hire contract with maintenance obligations — volume pricing agreements and scheduled delivery programmes are available, structured to match your project programme rather than forcing stock-holding decisions based on supplier MOQs. Technical support from application engineers is available throughout the specification process at no additional charge, including review of OEM documentation and assistance with LOLER examination record-keeping requirements.
Customer Success: Real Projects, Verified Results
Northpoint Plant Hire operates a fleet of 28 construction hoists across the Greater Manchester and Merseyside region, primarily supplying residential developers undertaking high-density apartment schemes. In 2024, recurring premature wear on the chain fleet — affecting seven different hoist models — prompted a specification review in collaboration with our application engineering team. Analysis of the removed chains identified inconsistent hardness profiles from the previous supplier as the root cause of accelerated pin-hole elongation. Ever Power replaced the entire critical fleet (14 hoists) with BL 823 and BL 1022 series leaf chain, cut to length with custom anchor pins matched to each machine drawing. Over the following 12 months of continuous operation on three active building sites, not a single unplanned stoppage attributable to chain condition was recorded, and periodic elongation measurements showed a 38% improvement in service life versus the previous specification. Northpoint Plant Hire subsequently placed a framework agreement for all ongoing chain supply.

“We have been sourcing replacement leaf chain from Ever Power for three consecutive years and the consistency of product quality is genuinely impressive. Dimensional accuracy is spot-on, documentation is complete, and the team actually understands what a LOLER thorough examination requires. That last point matters more than people realise.”
“We needed a non-standard lacing on a 1986-vintage Alimak hoist that had been recommissioned for a heritage building project in Edinburgh. No catalogue supplier could help, but Ever Power’s engineering team turned around a drawing and quote in 48 hours and had chain on our doorstep in a week. That kind of response is simply not available elsewhere.”
“As a hoist OEM, we test every new chain supplier thoroughly before approving them for production. Ever Power passed our qualification protocol first time — dimensional inspection, proof load, and fatigue sampling all met or exceeded spec. They have been our approved leaf chain supplier for two product series since 2023, and we have had zero warranty returns attributable to chain.”

LOLER, BS EN 12159 and the UK Regulatory Context
In the United Kingdom, construction hoists operating as work equipment under the Lifting Operations and Lifting Equipment Regulations 1998 (LOLER) are subject to mandatory thorough examination intervals of six months for equipment that carries people and twelve months for goods-only equipment. These examinations must be conducted by a competent person who holds relevant professional qualifications, and the examination report must specifically address the condition of the lifting chain, including a measurement of elongation against the original gauge length marked on the chain or established from manufacturer documentation.
This regulatory requirement places a direct premium on chain traceability. A chain that arrives on site without documentation — no material certificate, no test record, no dimensional baseline — creates an immediate compliance gap that the examining engineer cannot resolve without commissioning independent testing at the owner’s expense. In contrast, Ever Power chains are supplied with a certificate pack that includes the BS EN ISO 4347 conformance declaration, material test report, heat treatment batch record, dimensional inspection report, and proof test certificate. This pack is structured to provide the examining engineer with everything needed for the LOLER record without additional investigation.
Beyond the LOLER minimum, responsible UK plant managers maintain a rolling inspection log that records chain elongation at each periodic service, typically every 250–500 operating hours depending on duty cycle intensity. This predictive approach — measuring rather than waiting for the 2–3% elongation limit — allows planned replacement during scheduled maintenance downtime rather than emergency changeover during active operation. Ever Power can supply gauge marks and inspection kits alongside chain replacements to support this practice.
Leaf Chain vs. Other Lifting Methods: Construction Hoist Context
| Attribute | Leaf Chain ★ | Wire Rope | Roller Chain | Hydraulic Cylinder |
|---|---|---|---|---|
| Elongation inspection | Simple gauge measure | Wire broken strand count | Not suited to lift duty | Seal & seal condition |
| Shock load tolerance | Excellent | Good | Poor | Good |
| Guide sheave suitability | Purpose-designed | Grooved sheave only | Unsuitable | N/A |
| Replacement complexity | Low — thread and pin | Medium — re-reeving | Unsuitable | High — hydraulic work |
| Cost of ownership (5 yr) | Low–Medium | Medium | N/A | High |
Practical Maintenance Guidance for UK Construction Site Hoists

The single most important maintenance action for leaf chain in any construction hoist is consistent lubrication. Leaf chain does not have the self-lubricating properties of a sealed roller chain — it relies on externally applied lubricant to penetrate between plate layers and maintain a film at the pin-bore interface. On a UK construction site, this is more challenging than it sounds. Cement dust, grit from masonry cutting, wood dust from carpentry, and paint overspray all accumulate on the chain surface and, if not removed, create an abrasive paste when mixed with lubricant. The correct maintenance sequence is therefore: clean first, then lubricate. Compressed air or a brush to remove debris, followed by chain-specific penetrating lubricant applied to both sides of the chain run while the hoist cycles slowly to distribute lubricant through the link stack.
Visual inspection for corrosion, cracked plates, opened links. Clean and re-lubricate if contamination is visible.
Measure elongation on marked gauge length. Record result in maintenance log. Compare against baseline.
Competent person thorough examination. Full elongation check, plate crack inspection, pin condition assessment. Statutory report issued.
Elongation ≥2% of gauge length; any cracked or opened plate; corrosion pitting on pin diameter; kinked section after shock event.
Storage conditions for spare chains on construction sites require specific attention that is rarely given. A chain coiled on a damp concrete floor in an open container will develop surface rust within weeks in a British winter. Chains awaiting installation should be stored on a dry wooden pallet, covered with a breathable tarpaulin, and kept away from direct contact with cement products, which are mildly alkaline and accelerate ferrous corrosion. Pre-preserved chains — factory-treated with a corrosion-inhibiting oil — maintain condition for up to 24 months in correct storage conditions, providing a practical buffer for fleet operators who maintain stock against unplanned machine downtime.
Frequently Asked Questions
Specialising in construction hoist, industrial lift, and mast-climbing platform applications across the UK and European markets. Direct experience with LOLER compliance, OEM qualification protocols, and custom chain specification for non-standard machinery. All technical statements in this article are based on direct field observation, product testing data, and current regulatory guidance applicable to England, Scotland, and Wales.
Construction Elevator
Builder’s Hoist
LOLER UK
Ever Power Chain
ISO 4347